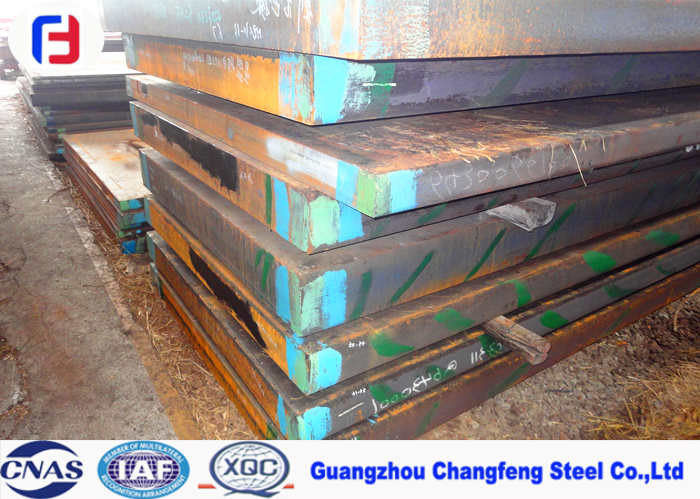
Piatto d'acciaio e tondino della muffa di plastica laminata a caldo P20 di buona prestazione 1,2311/
3Cr2Mo, 1,2311, proprietà meccaniche d'acciaio della muffa P20
| Proprietà |
Metrico |
| Durezza, Brinell (tipico) |
300 |
| Durezza, Rockwell C (tipico) |
30 |
| Resistenza alla trazione, ultima |
965-1030 MPa |
| Resistenza alla trazione, rendimento |
827-862 MPa |
| Allungamento a rottura (in 50 millimetri (″ 2)) |
20,00% |
| Resistenza alla compressione |
MPa 862 |
| Impatto di Charpy (V-tacca) |
27.1-33.9 J |
| Il rapporto di Poisson |
0.27-0.30 |
| Modulo elastico |
190-210 GPa |
1, caratteristiche
a, buona uniformità di durezza e proprietà di lucidatura, buone lavorando le proprietà a macchina.
b, buona prestazione machanical integrale quando nell'ambito di resistenza della corrosione ad alta temperatura e alta
c, buona resistenza al calore ed affaticamento-resistenza, comportamento meccanico molto alto, tagliente proprietà meccanica.
la d, Pre-indurita a HRC28-32, può direttamente essere usata sulla muffa che elabora, accorcia il periodo di costruzione.
e, alto putity e struttura omogenea di più grande base di produzione dell'esr della Cina per il suo requisito rigoroso nell'intero processo di sfruttamento, fusione, degassificazione sotto vuoto, esr, pezzo fucinato, ricottura, ispezione.
2, gradi equivalenti
| GB |
BACCANO |
AISI |
JIS |
| 3Cr2Mo |
1,2311 |
P20 |
PDS-3 |
3, 3Cr2Mo 1,2311 P20 composizione chimica (WT %)
| Grado d'acciaio |
C |
Si |
Mn |
Cr |
Mo |
S |
P |
| 1,2311 |
0.35-0.45 |
0.20-0.40 |
0.60-1.00 |
1.80-2.10 |
0.30-0.55 |
≤0.003 |
≤0.030 |
| P20 |
0.35-0.45 |
0.20-0.40 |
0.60-1.00 |
1.80-2.10 |
0.30-0.55 |
≤0.003 |
≤0.030 |
| PDS-3 |
0.35-0.45 |
0.20-0.40 |
0.60-1.00 |
1.80-2.10 |
0.30-0.55 |
≤0.003 |
≤0.030 |
4, dimensione disponibile (millimetri)
| Dimensione del piatto (millimetro) |
Dimensione di Antivari piano (millimetri) |
Dimensione del tondino (millimetro) |
| Spessore |
Larghezza |
Lunghezza
|
Spessore |
Larghezza |
Lunghezza |
Diametro |
Lunghezza |
| 10-700 |
1600-2200 |
4000-10000 |
10-700 |
155-2200 |
2000-6000 |
20-200 |
2000-6000 |
5, imballando: Imballaggio standard dell'esportazione o secondo la richiesta

Un TRATTAMENTO TERMICO di 1,2311 P20 PDS-3 3CR2Mo
Forgia: L'acciaio di plastica della muffa P20 è forgiato a 1093°C (2000°F) giù a 899°C (1650°F). Pezzo fucinato sotto 871°C (1600°F) non è raccomandato per questi acciai.
Tempera: La ricottura ha luogo a 760-788°C (1400 - 1450°F) e poi gli acciai sono raffreddati lentamente nella fornace ad una temperatura di meno che 4°C (40°F) all'ora.
Alleviamento di sforzo: Quando i dadi sono lavorati molto, raccomandiamo di stabilizzarci appena prima che rivestimento che lavora per alleviare gli sforzi lavoranti. Il calore a 460-500°C. si inzuppa bene e concede raffreddarsi nell'aria.
Indurimento: Non riscaldi uniformemente l'acciaio a 820-840°C finché riscaldato da parte a parte. Estigui in olio.
Tempera: Riscaldi uniformemente ed inzuppi alla temperatura di rinvenimento per almeno un'ora per 25mm della sezione. Concedi raffreddarsi in aria tranquilla.
Carburazione/cementazione: Gli strumenti prodotti dal possono da essere caso indurito, che può raggiungere una durezza di superficie di 55 a 59 HRc.
Tufftriding: A 570ºC tufftriding 1,2311 dell'acciaio per utensili di P20 PDS-3 3CR2Mo darà una durezza di superficie di approssimativamente 700HV. Concedere a due ore di trattamento lo strato duro di superficie sarà circa 0.1mm.
Cromatura dura: Per evitare l'infragilimento di idrogeno P20 dovrebbe essere temperata per 4 ore a 180°C per 4 ore dopo la cromatura dura
Fiamma/indurimento di induzione: La fiamma o l'indurimento di induzione di P20 raggiungerà una durezza di 50 a 55HRc. Il raffreddamento a aria è preferibile, sebbene le più piccole componenti possano richiedere il raffreddamento forzato. Carattere subito dopo dell'indurimento.
Lavorazione a freddo: L'acciaio di plastica della muffa P20 è capace di essere prontamente freddo lavorato utilizzando i metodi convenzionali della lavorazione con utensili con la lega nello stato temprato.
Saldatura: I metodi convenzionali sono usati per la saldatura dell'acciaio di plastica della muffa P20.
Formazione: L'acciaio di plastica della muffa P20 può essere costituito prontamente dai metodi convenzionali nello stato temprato.
Fabbricabilità: L'acciaio di plastica della muffa P20 ha fabbricabilità eccellente a circa 80% che di acqua che indurisce gli acciai.
 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!